TJ镍片非晶材料铁氧体激光切割/微小孔加工/细孔加工
- 时间:2023-12-02作者:天津华诺普锐斯科技有限公司浏览:17
TJ镍片非晶材料铁氧体激光切割/微小孔加工/细孔加工
华诺激光薄金属切割,激光精密切割机在薄金属箔方面的优势在于精度高,适合于微细精密加工;紫外激光切割机适合于精密加工,多层材料加工,小于0.1以下材料加工;红外激光切割机适合于0.2以上较厚薄材料加工,对精度要求不高的材料加工。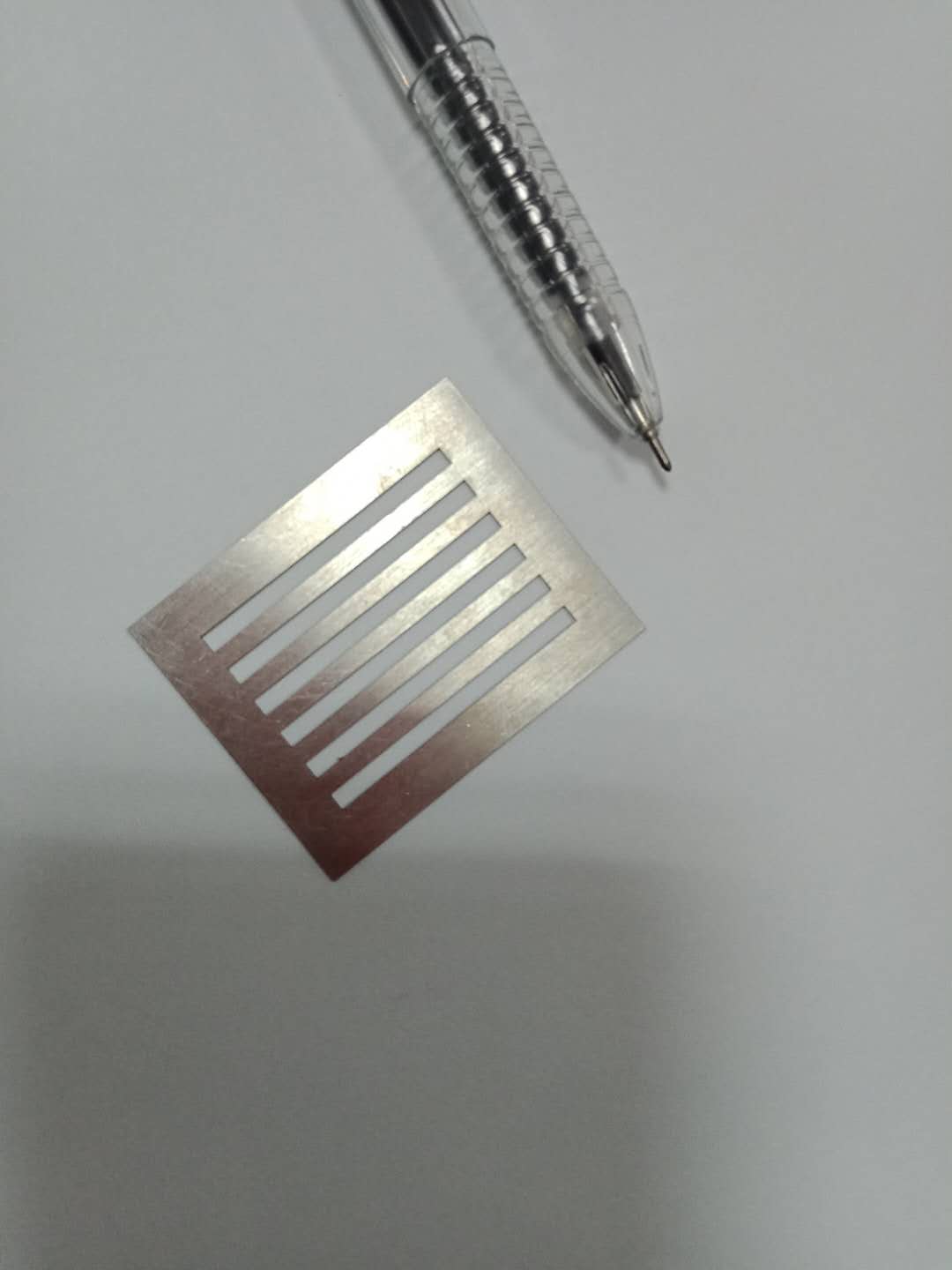


薄金属切割,在激光切割行业中,适合于薄金属材料切割的种类也分为红外纳秒激光切割、纳秒紫外激光切割以及快激光切割等。激光切割薄金属箔的优势在于不受图形的限制,可随时导入图纸或在软件绘制图形切割,方便快捷,。但激光切割铜箔、不锈钢箔、镍合金箔也存在传统工艺的问题,并且也有新的问题产生。
薄金属 可加工厚度:≥20um 精度:≤30um 尺寸误差:≤20um
激光打孔:孔径范围在0.02mm以上,具体视材料及材料厚度来说。
激光打孔应用材质:
金属:、钛合金、青铜、铜、钨钢、镍哈氏合金、硅钢、钽铝合金、不锈钢、钼、镍片、钼片、钽片、硅钢片、铜
非金属:DIY、金手指、复合材料、KAPTON、模型、实验室航模、PET航模配件、PI、电子隔热薄膜、绝缘垫片
脆性材料:玻璃、陶瓷、蓝宝石、硅片、石墨等
精密激光打孔可做范围及优势:
小孔:1.00~3.00mm
次小孔:0.40~1.00mm
*小孔:0.1~0.40mm
微孔:0.02~0.10mm
我公司有数台激光机可以大批量完成订单,无论客户单量大小,我们都以好的质量,好的服务来对待客户。"想客户所想,急客户所急"是我公司的服务宗旨!
天津华诺普锐斯科技有限公司专注于天津激光精密切割,天津激光焊接,天津激光打孔等
- 推荐阅读
超声波熔接机
超声波熔接机的调试方法,在使用超声波焊接机之前,超声波焊接机的调试也尤为重要,如果调试方法不正确的话,在使用过程中就可能会出现问题。1、将焊机和机架之间的超声线,控制线,分别连接好。2、为确保安全操作,超声波焊接机要可靠接地。3、把外气源的气管接入焊接机的空气滤净器。4、安装超声波三联组,换能器连接调幅器,调幅器连接焊头。5、将焊头的齿对准底模,并调整好水平,较后锁紧套筒,并调整好焊接间隙。6、**

薄玻璃微结构加工,蓝宝石盲孔加工,石英玻璃激光精密切割
TJ 镀膜蓝宝石ITO导电玻璃石英玻璃毛细管激光切割小孔加工 华诺激光的是一家是集研发、生产、销售务为一体的,专属于激光精密切割、激光打孔、微孔加工、激光刻字、logo定制、激光精密焊接等激光精密代加工企业。公司专注于薄玻璃、电子玻璃、显示玻璃、光伏玻璃、石英玻璃、光学玻璃等玻璃材料的精密切割、划线、打孔等加工。公司拥有洁净实验室和生产车间,一支经验丰

电焊机
不锈钢适用电焊机有以下几个好处:高效性:电焊机能够提供高能量密度的电弧,使得焊接速度加快,可以实现快速而高效的焊接,节省时间和成本。焊接质量高:电焊机可以提供稳定且易控制的电弧,使得焊接接头质量更高,焊缝更均匀。对于不锈钢这种重要的结构材料,高质量的焊接对于保证其结构强度和耐蚀性是非常重要的。多种焊接方法:不锈钢适用于多种电焊方法,例如手工电弧焊、气体保护焊(TIG/MIG/MAG等)和电阻焊等。

电烙铁焊接,薄铜片焊接加工,M51-F助焊剂
使用烙铁焊薄件产品时(此处选用的是马蹄形烙铁头,针尖型烙铁头满足不了焊接需求),首要条件因素是焊接件的温度得达到焊丝的熔点,此处有个误区,大多数会按传统的烙铁焊接方式来焊接这种产品会直接导致焊接失败(也就说,焊丝焊料熔化后不沾工件不能成功的沾上锡不能与工件粘在一起),错误的操作方式会认为焊材及助焊剂不行此处详细的操作流程是先给工件预热-然后焊丝沾上助焊剂点在焊接部位-辅助烙铁成型(焊接过程中要及时

烧结焊剂
焊接飞溅是CO2气体保护焊较主要的缺点,目前为减少CO2气体保护焊的飞溅主要采取以下措施:1. 正确选择焊接参数:(1) 焊接电流和电弧电压在CO2气体保护焊中,对于每种直径的焊丝,其飞溅率与焊接电流之间都存在一定规律。在小电流的短路过渡区 ,焊接飞溅率较小,进入大电流的细颗粒过渡区后,焊接飞溅率也较小,而在中间区焊接飞溅率******。以直径1. 2mm 的焊丝为例,当焊接电流小于150A 或大

SECOP铂K蓝色药皮焊条
SECOP铂K焊条适用于焊接黄铜和铜合金、焊接钢和不锈钢、铜和铁。此产品的固相液相温度范围较窄,有良好的流动性,易于钎焊操作。SECOP铂K焊条是焊接铜合金较好的选择之一。它的熔点较低,相比较其他钎料能够降低铜合金在钎焊加热过程中的氧化程度。SECOP铂K焊条经常用来代替高银钎料,提高钎焊效率的同时有效降低焊接成本。由于钎剂与钎料的同步添加,SECOP铂K焊条焊条中的钎剂与钎料合金的配合更紧密,简