铜与不锈钢异种金属焊接方式及焊接材料选择
- 时间:2024-05-01作者:威欧丁(天津)焊接技术有限公司浏览:10
铜与不锈钢异种金属焊接方式及焊接材料选择
一、铜和不锈钢低温焊接可以用低温230度左右的WEWELDING88C焊丝配合WEWELDING88C-F助焊剂焊接即可。
铜和不锈钢低温焊接毛细件可以用电烙铁作为热源焊接,小件及中厚件可以用液化气喷火焰焊接
铜和不锈钢低温焊接使用工作原理及注意事项:利用一切可利用热源将母体焊接部位加热到250度左右,依靠母体热传导熔融焊丝成型,成型过程时刻保持有WEWELDING88C-F助焊剂作用的前提下工作,注意就是不要刻意用火焰去烧焊丝和焊剂,是热源不让母体温度突将或者过热(即加热工具在局部加热,避免焊接过程中工件热量流失)。

二、如果是采用钎焊的焊接方式的话,有如下几种焊接选择
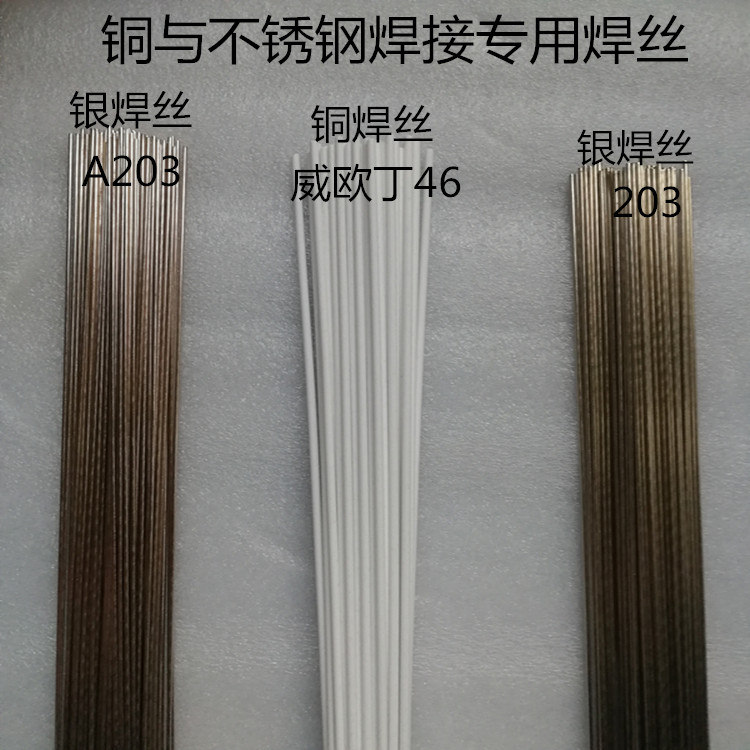
1、威欧丁203高银焊丝配助焊膏使用,工作熔点比较低,操作性好,但是价位比较高
2、WEWELDING46用于替代高银焊丝来焊接,解决蒙乃尔,白铜,碳钢,不锈钢,及上述金属之间的异种焊接,强度非常高,但是熔点相对比较高,价位相对银焊丝要低,需要用氧气乙炔加热,有一定的操作技术难度
3、利用威欧丁银焊丝(A203、203)或者WEWELDING46配威欧丁201-F助焊膏高频感应焊接,适合薄件小件焊接加工使用
A203工作温度650度 。(流动性好,适合新手操作)
203工作温度650-750度。(流动性介于A203和WEWELDING46之间,适合有一定操作经验的师傅使用)
WEWELDING46(用氧气气焊焊接)工作温度800-850度。(强度高,流动性一般,适合有扎实的操作经验功底的气焊师傅使用)
铜与不锈钢钎焊注意事项
不锈钢温度不能烧的特别高,但也不能不够温度,又还要不可以把黄铜烧坏(烧到暗红即可 ),另外在选不锈钢材质时不可以太差。




三、如果采用熔焊的焊接方式的话,有如下几种选择
1、氩弧焊TIG焊接,焊丝选用威欧丁204S黄铜氩弧焊丝或者208S铜合金焊丝
204S黄铜氩弧焊丝操作性好,耐压能力差点;
208S铜合金焊丝操作性差一点,耐压能力好一点(适合紫铜与不锈钢、紫铜与碳钢、紫铜与铁的耐压件产品使用)
这两种焊丝都可以满足需要;如果一定用氩弧是建议用可以承压的208S焊丝氩弧焊接
备注:若是黄铜与不锈钢,黄铜与铁需要耐压焊接,只能选择火焰焊接操作银焊方式
如果是非常大件可以选用氩弧焊丝对应的气保焊丝焊接,这个一般是大的导电排焊接使用。

铜与不锈钢氩弧焊接注意事项
先要做一下评定:先找不锈钢和紫铜做一下焊接性分析,可以焊接上,并且不会产生焊接缺陷,那么在这个过程中,焊接时需要注意一些细节
1、焊接角度,偏向紫铜侧
2、如果紫铜尺寸比较大,需要做预热处理,采用大功率电源焊接,电源功率不够,熔池形成不好,咬合不好就容易形成焊接缺陷
3、在可以打开熔池的前提下,尽量减少焊缝的烧损,就是走丝要快,不要老是停留在焊缝对焊缝做烧损,这样也容易导致焊缝的低熔点金属烧损产生缺陷。
4、一般预热以后,在能够打开熔池的基础上,尽量减少线能量,一是通过焊接速度快,二是通过压低电流(这里是指可以打开熔池的前提下尽量压低电流)
5、收弧的部位不要形成收弧弧坑,需要填满弧坑,通过频繁扣焊把,缓慢缓冷来控制弧坑气孔或者弧坑裂纹。
威欧丁(天津)焊接技术有限公司专注于WEWELDING,威欧丁等, 欢迎致电 18722280606
- 推荐阅读
超声波熔接机
超声波熔接机的调试方法,在使用超声波焊接机之前,超声波焊接机的调试也尤为重要,如果调试方法不正确的话,在使用过程中就可能会出现问题。1、将焊机和机架之间的超声线,控制线,分别连接好。2、为确保安全操作,超声波焊接机要可靠接地。3、把外气源的气管接入焊接机的空气滤净器。4、安装超声波三联组,换能器连接调幅器,调幅器连接焊头。5、将焊头的齿对准底模,并调整好水平,较后锁紧套筒,并调整好焊接间隙。6、**

薄玻璃微结构加工,蓝宝石盲孔加工,石英玻璃激光精密切割
TJ 镀膜蓝宝石ITO导电玻璃石英玻璃毛细管激光切割小孔加工 华诺激光的是一家是集研发、生产、销售务为一体的,专属于激光精密切割、激光打孔、微孔加工、激光刻字、logo定制、激光精密焊接等激光精密代加工企业。公司专注于薄玻璃、电子玻璃、显示玻璃、光伏玻璃、石英玻璃、光学玻璃等玻璃材料的精密切割、划线、打孔等加工。公司拥有洁净实验室和生产车间,一支经验丰

电焊机
不锈钢适用电焊机有以下几个好处:高效性:电焊机能够提供高能量密度的电弧,使得焊接速度加快,可以实现快速而高效的焊接,节省时间和成本。焊接质量高:电焊机可以提供稳定且易控制的电弧,使得焊接接头质量更高,焊缝更均匀。对于不锈钢这种重要的结构材料,高质量的焊接对于保证其结构强度和耐蚀性是非常重要的。多种焊接方法:不锈钢适用于多种电焊方法,例如手工电弧焊、气体保护焊(TIG/MIG/MAG等)和电阻焊等。

电烙铁焊接,薄铜片焊接加工,M51-F助焊剂
使用烙铁焊薄件产品时(此处选用的是马蹄形烙铁头,针尖型烙铁头满足不了焊接需求),首要条件因素是焊接件的温度得达到焊丝的熔点,此处有个误区,大多数会按传统的烙铁焊接方式来焊接这种产品会直接导致焊接失败(也就说,焊丝焊料熔化后不沾工件不能成功的沾上锡不能与工件粘在一起),错误的操作方式会认为焊材及助焊剂不行此处详细的操作流程是先给工件预热-然后焊丝沾上助焊剂点在焊接部位-辅助烙铁成型(焊接过程中要及时

烧结焊剂
焊接飞溅是CO2气体保护焊较主要的缺点,目前为减少CO2气体保护焊的飞溅主要采取以下措施:1. 正确选择焊接参数:(1) 焊接电流和电弧电压在CO2气体保护焊中,对于每种直径的焊丝,其飞溅率与焊接电流之间都存在一定规律。在小电流的短路过渡区 ,焊接飞溅率较小,进入大电流的细颗粒过渡区后,焊接飞溅率也较小,而在中间区焊接飞溅率******。以直径1. 2mm 的焊丝为例,当焊接电流小于150A 或大

SECOP铂K蓝色药皮焊条
SECOP铂K焊条适用于焊接黄铜和铜合金、焊接钢和不锈钢、铜和铁。此产品的固相液相温度范围较窄,有良好的流动性,易于钎焊操作。SECOP铂K焊条是焊接铜合金较好的选择之一。它的熔点较低,相比较其他钎料能够降低铜合金在钎焊加热过程中的氧化程度。SECOP铂K焊条经常用来代替高银钎料,提高钎焊效率的同时有效降低焊接成本。由于钎剂与钎料的同步添加,SECOP铂K焊条焊条中的钎剂与钎料合金的配合更紧密,简