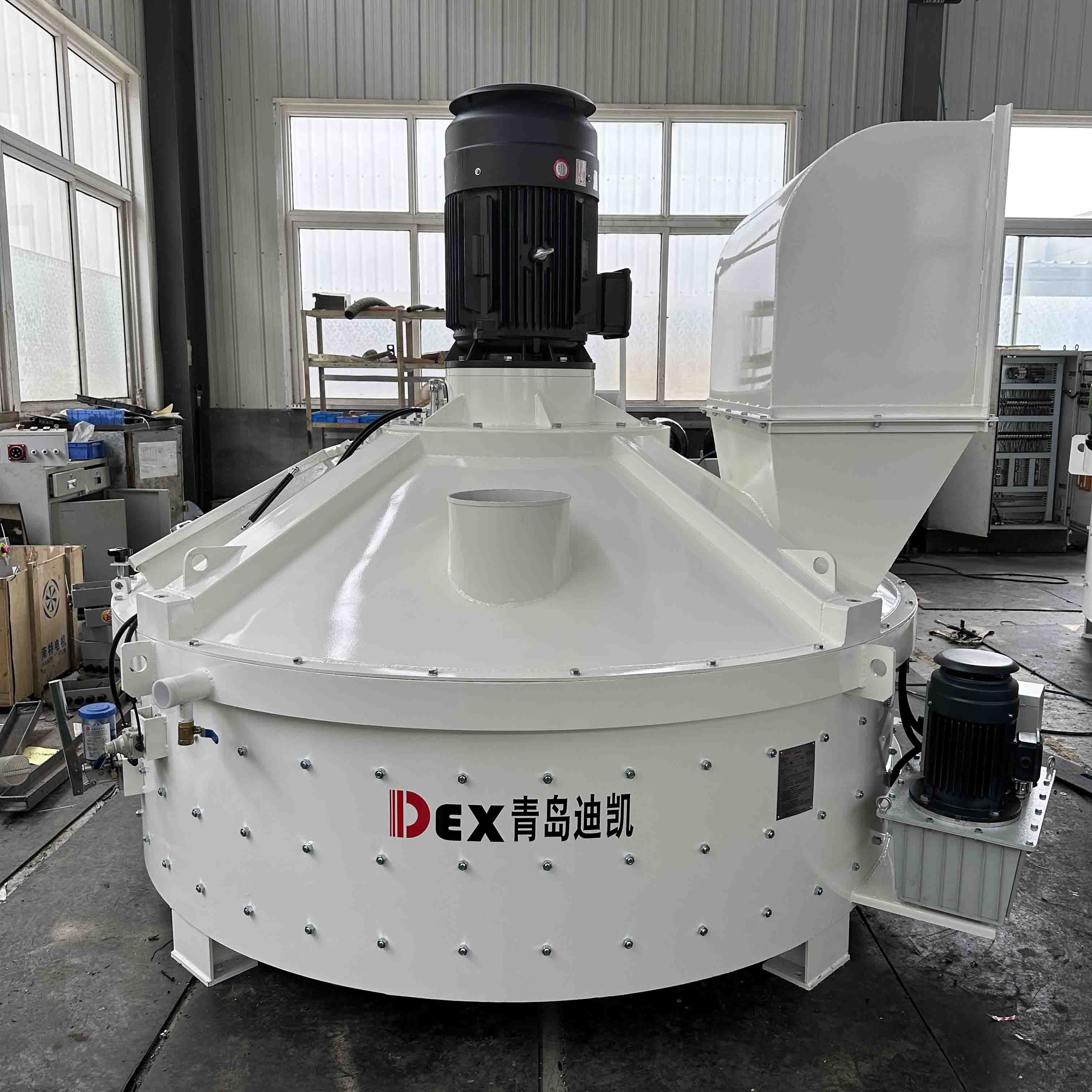
实力上线丨DEX行星式搅拌机集成混合创造UHPC物料搅拌优 质化
- 时间:2025-07-07作者:青岛迪凯自动化设备有限公司浏览:117
分类与牌号 WC刀具 ①钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。 其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。 例如,YG8,表示平均WCo=8%,其余为碳化钨的钨钴类硬质合金。 TIC刀具 ②钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。 其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。 例如,YT15,表示平均WTi=15%,其余为碳化钨和钴含量的钨钛钴类硬质合金。 钨钛钽刀具 ③钨钛钽(铌)类硬质合金 主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或**硬质合金。 其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。 性能特点 硬质合金焊接刀片 硬度高(86~93HRA,相当于69~81HRC); 热硬性好(可达900~1000℃,保持60HRC); 耐磨性好。 硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍。制造模具、量具,寿命比合金工具钢高 20~150倍。可切削50HRC左右的硬质材料。 但硬质合金脆性大,不能进行切削加工,难以制成形状复杂的整体刀具,因而常制成不同形状的刀片,采用焊接、粘接、机械夹持等方法安装在刀体或模具体上使用。 烧结成型 硬质合金烧结成型就是将粉末压制成坯料,再进烧结炉加热到一定温度(烧结温度),并保持一定的时间(保温时间),然后冷却下来,从而得到所需性能的硬质合金材料。 硬质合金烧结过程可以分为四个基本阶段: 1:脱除成形剂及预烧阶段,在这个阶段烧结体发生如下变化: 成型剂的脱除,烧结初期随着温度的升高,成型剂逐渐分解或汽化,排除出烧结体,与此同时,成型剂或多或少给烧结体增碳,增碳量将随成型剂的种类、数量以及烧结工艺的不同而改变。 粉末表面氧化物被还原,在烧结温度下,氢可以还原钴和钨的氧化物,若在真空脱除成型剂和烧结时,碳氧反应还不强烈。粉末颗粒间的接触应力逐渐消除,粘结金属粉末开始产生回复和再结晶,表面扩散开始发生,压块强度有所提高。 2:固相烧结阶段(800℃--共晶温度) 在出现液相以前的温度下,除了继续进行上一阶段所发生的过程外,固相反应和扩散加剧,塑性流动增强,烧结体出现明显的收缩。 3:液相烧结阶段(共晶温度--烧结温度) 当烧结体出现液相以后,收缩很快完成,接着产生结晶转变,形成合金的基本组织和结构。 4:冷却阶段(烧结温度--室温) 在这一阶段,合金的组织和相成分随冷却条件的不同而产生某些变化,可以利用这一特点,对硬质合金进行热处理以提高其物理机械性能。 硬质合良好号性能、应用推荐及牌号对照 合金 牌号 物理机械性能 推荐用途 相当于 ISO 相当于 国内 密度g/cm2 抗弯强度不 低于N/cm2 硬度不低于 HRA YG3X 14.6-15.2 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。 K01 YG3X YG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。 K05 YG6A YG6X 14.6-15.0 1420 91 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。 K10 YG6X YK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。具有较高的耐磨性及韧性。 K15 K20 YK15 YG6 14.5-14.9 1380 89 适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。 K20 YG6 YG6X-1 14.6-15.0 1500 90 适于铸铁,有色金属及其合金非金属材料连续切削时的精车,间断切削时的半精车、精车、小断面精车、粗车螺纹、连续断面的半精铣与精铣,孔的粗扩与精扩。 K20 YG6X-1 YG8N 14.5-14.8 2000 90 适于铸铁、白口铸铁、球墨铸铁以及铬、镍不锈钢等合金材料的高速切削。 K30 YG8N YG8 14.5-14.9 1600 89.5 适于铸铁、有色金属及其合金与非金属材料加工中,不平整断面和间断切削时的粗车、粗刨、粗铣,一般孔和深孔的钻孔、扩孔。 K30 YG8 YG10X 14.3-14.7 2200 89.5 适于制造细径微钻、立铣刀、旋转锉刀等。 K35 YG10X YS2T 14.4-14.6 2200 91.5 属**细颗粒合金,适于低速粗车,铣削耐热合金及钛合金,作切断刀及丝锥、锯片铣刀尤佳。 K30 YS2T YL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯强度,主要用为生产挤压棒材,适合做一般钻头、刀具等耐磨件。 K15-K25 YL10.1 YL10.2 14.5 2200 91.5 具有很好的耐磨性和抗弯强度,主要用来生产挤压棒材,制作小直径微型钻头、钟表加工用刀具,整体铰刀等其它刃具和耐磨零件。 K25-K35 YL10.2 YG15 13.9-14.2 2100 87 适于高压缩率下钢棒和钢管拉伸,在较大应力下工作的**锻、穿孔及冲压工具。 ? YG15 YG20 13.4-13.7 2500 85 适于制作冲压模具,如冲压手表零件、乐器弹簧片等;冲制电池壳、牙膏皮的模具;小尺寸钢球、螺钉、螺帽等的冲压模具;热轧麻花钻头的压板。 ? YG20 YG20C 13.4-13.7 2200 82 适于制作标准件、轴承、工具等行业用的冷镦、冷冲、冷压模具;弹头对弹壳的冲压模具。 ? YG20C YT15 11.0-11.7 1150 91 适用于碳素钢与合金钢加工中,连续切削时的粗车、半精车及精车,间断切削时的小断面精车,连续面的半精铣与精铣,孔的粗扩与精扩。 P10 YT15 YT14 11.2-12.0 1270 90.5 适于在碳素钢与合金钢加工中,不平整断面和连续切削时的粗车,间断切削时的半精车与精车,连续断面粗铣,铸孔的扩钻与粗扩。 P20 YT14 YT5 12.5-13.2 1430 89.5 适于碳素钢与合金钢(包括钢锻件,冲压件及铸件的表皮)加工不平整断面与间断切削时的粗车、粗刨、半精刨,非连续面的粗铣及钻孔。 P30 YT5 YS25 12.8-13.2 2000 91 适应于碳素钢、铸钢、高锰钢、高强度钢及合金钢的粗车、铣削和刨削。 P20、P40 YS25 YS30 12.45 1800 91 属**细颗粒合金,适于大走刀高效率铣削各种钢材,尤其是合金钢的铣削。 P25 P30 YS30 YW1 12.6-13.5 1180 91.5 适于耐热钢、高锰钢、不锈钢等难加工钢材及普通钢和铸铁的加工。 M10 YW1 YW2 12.4-13.5 1350 90.5 适于耐热钢、高锰钢、不锈钢及高级合金钢等特殊难加工钢材的精加工,半精加工。普通钢材和铸铁的加工。 M20 YW2 YT15 11.0-11.7 1150 91 适用于碳素钢与合金钢加工中,连续切削时的粗车、半精车及精车,间断切削时的小断面精车,连续面的半精铣与精铣,孔的粗扩与精扩。 P10 ? YT14 11.2-12.0 1200 90.0 适于在碳素钢合金钢加工中, 不平整断面和连续切削时的粗车,间断切削时的半精车与精车,连续断面粗铣,铸孔的扩钻与粗扩。 P20 ? YT5 12.5-13.2 1400 89.5 适于碳素钢与合金钢(包括钢锻件,冲压件及铸件的表皮)加工不平整断面与间断切削时的粗车、粗刨、半精刨,非连续面的粗铣及钻孔。 P30 ? YS30 12.45 1800 91.0 属**细颗粒合金,适于大走刀高效率铣削各种钢材,尤其是合金钢的铣削。 P25 P30 ? YS25 12.8-13.2 2000 91.0 适应于碳素钢、铸钢、高锰钢、高强度钢及合金钢的粗车、铣削和刨削。 M20、M30P20、P40 ? YS2T 14.4-14.6 2200 91.5 属**细颗粒合金,适于低速粗车,铣削耐热合金及钛合金,作切断刀及丝锥、锯片铣刀尤佳。 K30 M30 ? YW1 12.6-13.5 1200 91.5 适于耐热、高锰钢、不锈钢等难加工钢材及普通钢材和铸铁的加工。 M10 ? YW2 12.4-13.5 1350 90.5 适于耐热钢、高锰钢、不锈钢及高级合金钢等特殊难加工钢材的精加工,并精加工。普通钢材和铸铁的加工。 M20 ? YW3 12.7-13.3 1300 92 适于合金钢、高强度钢、低合金、**强度钢的精加工和半精加工。亦可在冲击力小的情况下精加工。 M10 M20 ? YG6A 14.6-15.0 1400 91.5 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。 K10 ? YG6X 14.6-15.0 1400 91 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。 K10 ? YG6 14.6-15.0 1450 89.5 适于铸铁,有色金属及其合金非金属材料连续切削时的精车,间断切削时的半精车、精车、小断面精车、粗车螺纹、连续断面的半精铣与精铣,孔的粗扩与精扩。 K20 ? YG8 14.5-14.9 1500 89 适于铸铁、有色金属及其合金与非金属材料加工中,不平整断面和间断切削时的粗车、粗刨、粗铣,一般孔和深孔的钻孔、扩孔。 K30 ? YK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。具有较高的耐磨性及韧性。 K15 K20 ? YG15 13.9-14.2 2100 87 适于高压缩率下钢棒和钢管拉伸,在较大应力下工作的**锻、穿孔及冲压工具。 ? ? YG20 13.4-13.7 2500 85 适于制作冲压模具,如冲压手表零件、乐器弹簧片等;冲制电池壳、牙膏皮的模具;小尺寸钢球、螺钉、螺帽等的冲压模具;热轧麻花钻头的压板。 ? ? YG20C 13.4-13.7 2200 82 适于制作标准件、轴承、工具等行业用的冷镦、冷冲、冷压模具;弹头对弹壳的冲压模具。 ? ? YL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯度,主要用为生产挤压棒材,适合做一般钻头、刀具等耐磨件。 K12-K25 M10-M30 ? YL10.2 14.5 2200 91.5 具有很好的耐磨性和抗弯度,主要用来生产挤压棒材,制作小直径微型钻头、钟表加工用刀具,整体铰刀等其它刃具和耐磨零件。 K25-K35 M25-M40
青岛迪凯自动化设备有限公司专注于立轴行星搅拌机,行星搅拌机,混等
词条
词条说明
迪凯立轴行星式搅拌机通过对物料进行360度无死角的混合,不断地抛洒、降落、搅拌、碰撞,呈现出强烈的混合状态,立轴行星式搅拌机多功能叶片将依附在筒内四壁及底部的物料进行剥离重新送回搅拌轨迹中,确保物料充分参与混合过程,在很大程度上规避了混合低效区,提高了物料搅拌的参与度,实现了物料混合的高匀质。立轴行星式搅拌机凭借特殊的搅拌特点可以满足不同领域高匀质的搅拌要求,立轴行星式搅拌机在搅拌过程中不会出现抱
立轴混凝土搅拌机深化协同创 新,打造具有行业竞争力的搅拌新动能
迪凯立轴混凝土搅拌机在选材配置上下足功夫,面对不同用户各异的搅拌需求,立轴混凝土搅拌机在设备的自动化和智能化方面不断升级,给予行业用户不同方案的选择,从单机到带上料等各种不同机型的研发成功,立轴混凝土搅拌机真 正做到了行 业搅拌的实用性。另外,迪凯立轴混凝土搅拌机在物料的搅拌与卸料过程也能进行很好的实时监控,设备运行速度快,抗 干 扰 能 力 强、效 率 高,立轴混凝土搅拌机深化协同创 新,打造具
立轴行星式搅拌机应用灵活水平高,搅拌速度快,使用性能满足混凝土行 业领域的搅拌需求,除此之外,立轴行星式搅拌机的密封装置处理上非常严格,物料混合生产过程中不漏料,搅拌匀质性强,生产耗能低,使用效率得到明显的提升。高质量混凝土搅拌机——迪凯立轴行星式搅拌机特殊的行星搅拌模式自转与公转相结合,运行轨迹复杂,能够快速实现物料搅拌的均匀化,立轴行星式搅拌机搅拌过程快速,几秒就能实现全部覆盖,物料处理起来流
高 品 质混凝土搅拌机——迪凯行星式搅拌机的传动系统在工作过程中无抖动、无噪音、控制准确、灵敏,行星式搅拌机在处理混凝土物料的时候无泄漏、无粉尘飞扬。不仅如此,相较于传统的混凝土搅拌机,迪凯行星式搅拌机利用行星搅拌形式,自转与公转相结合,结构紧凑、搅拌性强,行星式搅拌机特殊研发的行星式减速机,不仅仅能实现搅拌机进行行星式自转公转的相互运动,而且具有非常强 烈的搅拌性能,行星式搅拌机在搅拌制备中可以
联系方式 联系我时,请告知来自八方资源网!
公司名: 青岛迪凯自动化设备有限公司
联系人: 张良成
电 话:
手 机: 15063090700
微 信: 15063090700
地 址: 山东青岛城阳区金岭工业园
邮 编:
网 址: dexmix527.b2b168.com
相关推荐





相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 承德新羲玻璃技术有限公司
- 深圳市鸿运达喷雾设备有限公司
- 青岛本道智能装备有限公司
- 保定迈欧保温材料有限公司
- 郑州联信高温新材料有限公司
- 河北奇耐复合材料有限公司
- 宜兴市永旭石墨制品有限公司
- 深圳市诺亚威科技有限公司
- 中山市建鸿保温制品有限公司
- 东莞纳特保温制品有限公司
- 商家产品系列
- 热电偶保护管
- 电子电器陶瓷
- 硅粉
- 硅莫砖
- 硅酸钙板
- 硅酸钙制品
- 硅微粉
- 硅线石
- 硅砖
- 碳化硅
- 陶瓷保护管
- 陶瓷除渣器
- 陶瓷棍棒
- 陶瓷纤维纺织品
- 陶瓷纤维制品
- 特种耐火材料
- 化工原料
- 纤维棉
- 纤维生产线
- 纤维毡
- 分析检测仪器
- 石墨
- 石英砂
- 蓝晶石
- 雷蒙磨
- 磷酸盐砖
- 铝矾土
- 煤气发生炉
- 镁铬砖
- 镁砂
- 产品推荐
- 资讯推荐


¥1600.00

¥1500.00


¥100000.00

¥400.00
¥120.00

¥8900.00

¥1599.00












