陶瓷结合剂cbn砂轮厂家:有关砂轮磨损与耐用性的分析
- 时间:2020-10-26作者:河南爱磨仕超硬磨具有限公司浏览:202
河南爱磨仕超硬磨具有限公司专注于平面磨砂轮,内圆磨砂轮,外圆磨砂轮等
词条
词条说明
曲轴加工中,因工件材质硬,且精度要求高,加工难度很大。采用陶瓷结合剂cbn砂轮,能够很好的实现高效、精密磨削。但同时也会存在一些问题。爱磨仕就CBN砂轮磨削中出现的表面粗糙度差问题做简要分析及分享相应的对策。 表面粗糙度差 1)修整后表面粗糙度较差: 原因:砂轮表面还没恢复,修整不足; 对策:需要再次修整 2)修整条件不合适: 原因:进给速度太快、进给量太大,修整器线速度太快; 对策:进给速度要下
为弄清组织均匀化对cbn砂轮磨削性能的影响,爱磨仕曾多次尝试进行不同组织结构的cbn砂轮的磨削试验,探讨组织均匀化对cbn磨粒切刃的磨削及伴随磨削切刃的分布和形状的变化等切刃特性的影响。 单粒磨削试验法用于评价磨粒本身的磨削性能,而粘结块磨削试验则可评价包括砂轮的5要素(磨料、磨粒、硬度、组织、结合剂)的影响在内的磨削性能。另外还可评价砂轮整个工作面的磨损特性和各个磨粒切刃的磨削特性。 结果得出
轴承行业在磨削加工常见问题及解决方案: 表面粗糙度达不到要求: 轴承零件的表面粗糙度均有标准和工艺要求,但在磨加工和超精过程中,因种种原因,往往达不到规定的要求。 造成工件表面粗糙度达不到要求的主要原因是: 1.磨削速度过低,进给速度过快,进刀量过大,无进给磨削时间过短; 2.工件转速过高或工件轴和砂轮轴振动过大; 3.砂轮粒度太粗或过软; 4.砂轮修整速度过快或修整机构间隙过大; 5.修整砂轮的
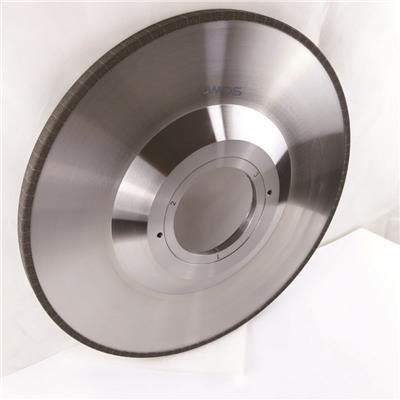
在各种结合剂的cbn砂轮中,陶瓷结合剂的多孔结构,有利于砂轮自锐和携带磨削液进入磨削区,因而具有磨削效率高、表面完整性好以及砂轮耐用度高等优点,被广泛应用在高 速磨削加工中。 陶瓷cbn砂轮磨削加工 陶瓷结合剂cbn砂轮 粒度100#,浓度125% 砂轮尺寸400*35*203mm 工件45#淬硬钢(HRC50-55) 磨削液:轻质润滑油 砂轮采用金刚石修整 在使用cbn砂轮磨削加工中,砂轮表面
联系方式 联系我时,请告知来自八方资源网!
公司名: 河南爱磨仕超硬磨具有限公司
联系人: 贾慧云
电 话:
手 机: 19138113879
微 信: 19138113879
地 址: 河南郑州中原区梧桐街68号
邮 编:
网 址: hnamos.b2b168.com
相关推荐



相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 河南黄河旋风股份有限公司
- 聊城泰利金刚石工具有限公司
- 天津市优谷研磨工具有限公司
- 弘元超硬材料(河南)有限公司
- 深圳市恒锐金刚石砂轮技术有限公司
- 合肥双良数控设备有限公司
- 金华市佳轮研磨工具有限公司
- 河北振兴砂轮制造有限责任公司
- 永康市企鹅砂轮厂(普通合伙)
- 商家产品系列
- 产品推荐
- 资讯推荐


¥162.00



¥799.00

¥155.00

耐磨地坪金刚砂厂家 金刚砂耐磨地坪价格 彩色水泥本色金刚砂地坪
¥1400.00

¥50.00









