利兴丝杠
- 时间:2014-01-03作者:济宁利兴精密机械制造有限公司浏览:216
济宁利兴精密机械制造有限公司专注于直线导轨/滑块,梯形丝杠/大型丝杠,花键轴/花键套等
词条
词条说明
光轴加工时粗、精磨削余量的确定 工件经粗加工、半精加工后需在磨削工序中切除的金属层称磨削余量,其大小为磨削前与磨削后的尺寸之差。磨削余量可分为粗磨余量、精磨余量及研磨余量等。 {1}磨削余量的确定 合理确定磨削余量,对提高生产效率和保证加工质量有重要意义,一般来说,工件形状复杂,技术要求高,工艺流程长而复杂,经热处理变形加大的工件,磨削余量应多些。 确定磨削余量的原则是
蜗杆的各部分尺寸计算 蜗杆与涡轮的齿合原理见图3-26.蜗杆,涡轮的参数和尺寸都规定在主平面内计算,(主平面就是通过蜗杆轴线的平面)。由于主平面剖面中的蜗杆相当一个齿条,涡轮相当于一个齿轮,因此,合传动时,可看作相当齿条与齿轮齿合,这样蜗杆,涡轮的参数和尺寸就可以模仿齿轮传动的参数和尺寸来计算。 蜗杆,涡轮分米制和英制两种。 1.米制蜗杆 米制蜗杆各部分尺寸计算 车削齿顶圆直径Da=42mm,齿形
丝杠螺纹精度检测的方法 丝杠螺纹零件由于其几何形状较复杂、参数较多,因而检测起来难度较大。通常对于丝杠螺纹加工过程中和完成后的检验,可分为两大类检测方式:单项 检测 和综合 检测 。 一、单项检测 定义:对丝杠螺纹的各个单项几何参数偏差进行检测 优点、:1、检测精度高。单项检测所使用的量具和仪器,由于这类量仪种类繁多,精度有高有低,故可以满足不同测量精度的要
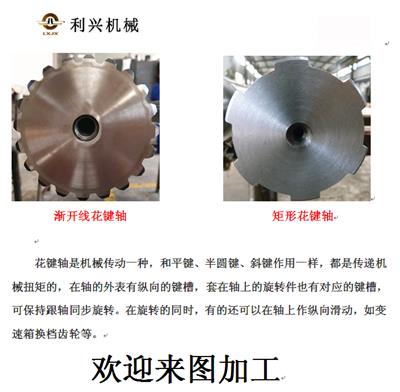
如何选购农机花键轴 花键轴是农机产品的主要零配件,其质量的好坏,会直接影响农机产品的整机质量。市场上劣质产品较多, 严重影响了农机产品的使用寿命和安全生产。在选购时,要注意以下几点。 (1)必须有产品合格证、产品名称型号(应与所属整机型号相符)、制造厂名称、厂标和地址(谨防假冒)、制造 日期(近期为好,一般不得超过1年); (2)
联系方式 联系我时,请告知来自八方资源网!
公司名: 济宁利兴精密机械制造有限公司
联系人: 全文文
电 话: 0537-3765587
手 机: 15264783836
微 信: 15264783836
地 址: 山东济宁兖州区济宁市高新区王因镇柳沟村
邮 编: 272103
网 址: jnlxjx.cn.b2b168.com
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 济宁利兴精密机械制造有限公司
联系人: 全文文
手 机: 15264783836
电 话: 0537-3765587
地 址: 山东济宁兖州区济宁市高新区王因镇柳沟村
邮 编: 272103
网 址: jnlxjx.cn.b2b168.com
- 相关企业
- 台州市黄岩正诚达模具机械有限公司
- 绍兴市柯桥区柯岩横竖直烫钻厂
- 广州市科盟清洁技术有限公司
- 比尔安达(上海)润滑材料有限公司
- 东莞市长安鑫昇辉丝印器材经营部
- 山东煜和堂药业有限公司
- 东莞市凤岗新广晟杰利研磨材料经营部(个体工商户)
- 厦门市鑫宏鹏电子有限公司
- 北京鸿润宝顺科技有限公司
- 北京赫飞勒门窗有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐

¥3000.00


¥650.00



¥680000.00

¥0.12



¥39.99

¥10.00

¥20.00











